MK 1300CSB W
Web-Fed Die Cutting Machine
Request a Quote

Watch Video
MK 1300CSB W web-fed cutting and blanking machines are developed for high-volume flexo-printed packaging. Instead of feeding sheets one by one, they process printed material from a roll. The printed web moves from the roll into the die-cutting section, where the material is cut into the required blank shapes. After die cutting, the blanking section separates the finished blanks and sends them to the collection area. These web-fed die cutting machines keep the printed roll moving through feeding, die cutting, and blanking without stopping to load individual sheets which is suitable for large-volume orders.
Technical Parameters
| Model | MK 1300CSB W |
| Processable Material Grammage | 180–500 g/m² |
| Web Width | 600–1300 mm |
| Cut-Off Length | 450–945 mm |
| Max. Web Roll Diameter | 1600 mm |
| Max. Web Feeding Speed | 90 m/min |
| Max. Operating Speed | ≤ 9000 sheets/hour |
| Max. Die-Cutting Size | 1300 × 945 mm |
| Min. Die-Cutting Size | 600 × 450 mm |
| Repeat Registration Accuracy | ≤ ±0.2 mm |
| Max. Working Pressure | 250 t |
Main Configuration
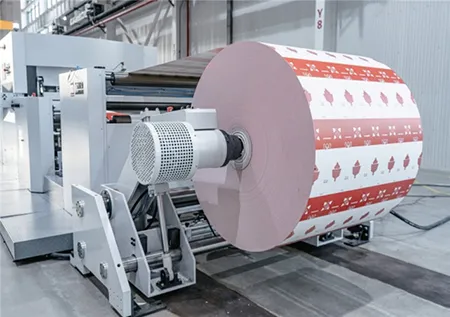
Unwinding Unit
- Laser pre-positioning helps operators align the new roll more accurately during roll change.
- The hydraulic reel change system makes roll replacement easier and reduces manual handling.
- The unwinding unit can handle rolls with a maximum diameter of 1600 mm.
- A paper splicing platform is included, so roll change and splicing can be handled more conveniently.
- The unwinding chuck locks the roll securely during operation.
- The unwinding control system checks the roll diameter automatically and alerts operators when the roll is nearly finished.

Feeding Unit
- The electronic front lay controls web positioning before die cutting.
- A three-color mark sensor detects the electronic front lay position for more accurate register control.
- The imported web guiding system can switch between line guiding and edge guiding according to the material and printing condition.
- Web feeding is driven by servo control, with dynamic correction to keep feeding accuracy stable.
- The swing-arm feeding structure uses servo drive and pneumatic control for intermittent test delivery inside the die-cutting section.
- Equipped with a web flattening mechanism to reduce folds and help the material enter the next section more smoothly.
- Tonnage detection and overpressure alarm protection are included to monitor pressure during operation.

Die-Cutting Unit
- The die-cutting section uses a reinforced pressure structure to keep cutting pressure stable during web-fed operation.
- The moving platform and pressure adjustment structure are designed for stable die-cutting pressure during web-fed operation.
- Electric pressure adjustment lets operators set die-cutting pressure according to the material and cutting requirements.
- The chase is locked pneumatically for faster tool setup and safer operation.
- The lower plate of the chase frame can be adjusted in small steps for more accurate positioning during setup.

Sheet Transfer Unit
- After die cutting, the continuous web is separated into individual sheets before entering the next section.
- The kicker device and belt positioning system move each separated sheet into the correct position after cutting.
- Waste removal rollers are driven independently to clear waste more steadily during sheet transfer.
- The kicking angle is set automatically, so operators do not need to adjust it manually for each job.
- The transfer conveyor uses synchronous belts to pre-position separated sheets before they move forward.

Stripping Unit
- The roller-type stripping device uses cleaning needles installed on the roller, so a separate stripping plate is not required.
- Without a stripping plate, setup is simpler and tooling cost can be reduced.
- Web position can be adjusted in both vertical and horizontal directions before stripping.
- The waste edge conveyor removes stripped waste from the die cutter, and the waste outlet can be connected to a collection system or air duct according to the customer’s factory layout.

Separation Unit
- Independent upper and lower belt separation keeps the cut pieces separated before delivery.
- The upper pressing belt lifts pneumatically, which gives operators easier access during adjustment.
- The angle of the upper and lower pressing belts can be adjusted to change the outlet height, so different products can be collected more smoothly.

Delivery Unit
- Finished sheets are arranged in an overlapping flow before collection, keeping the delivery area more orderly.
- An optional automatic stacking device can collect finished sheets in piles when higher automation is needed.
- Automatic counting and separation, pneumatic jogging, stack lifting, and finished stack output can also be included for smoother batch handling.

Stripping Tooling
- Punching tooling is included for installing stripping pins on the lower waste removal roller.
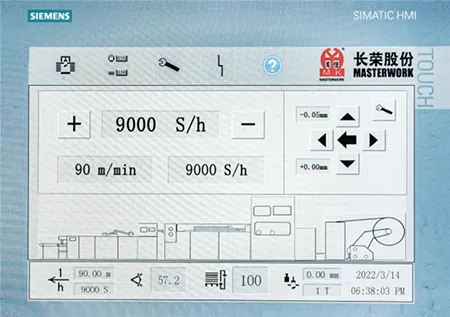
HMI
- Equipped with a high-definition touchscreen to give operators a clear view of operating settings, machine status, and production data.
- The graphic control interface presents each section in a visual way, so operators can check and adjust the main functions more easily.

Siemens Control System
- The Siemens control system manages the main operating sections of the web-fed die cutting and blanking process.
- The multi-pump linkage control system coordinates hydraulic actions across different sections during operation.
- Multiple mechanisms are driven by independent motors, which helps keep feeding, die cutting, transfer, stripping, separation, and delivery better coordinated.
- The color mark positioning program reads printed marks and adjusts positioning for more accurate die cutting on flexo-printed materials.
- An imported motion controller manages key movements in the feeding, die cutting, transfer, stripping, separation, and delivery sections.